

一、東岳加氣混凝土砌塊設備優勢
東岳機械集團一直致力于加氣混凝土砌塊設備的開發和應用。作為中國墻材革新委員會副主任單位、中國加氣混凝土理事單位面向全球推廣加氣混凝土設備系統解決方案,每一個加氣混凝土砌塊生產線解決方案都建立在優化客戶個人愿望的基礎上。
全球近400余條加氣混凝土砌塊設備正在不間斷的生產運行,他們運用的正是東岳機械的系統解決方案,用戶的主觀肯定和市場的客觀選擇鑄就了東岳在加氣混凝土設備領域的口碑。
二、加氣混凝土砌塊設備工藝流程介紹
1. 原料儲備與處理
東岳通過對原料存放區的合理規劃、改善原料處理方式來規避粉塵、噪音、固廢等問題,為工人營造一個舒適的工作環境。
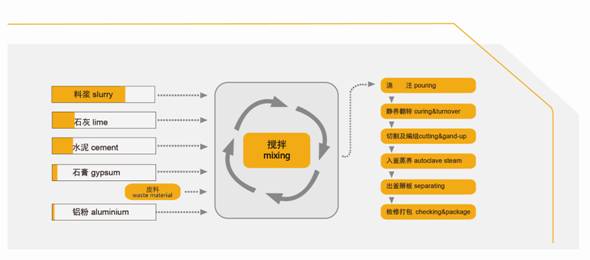
2. 計量配料澆注
料漿、膠結料、石膏和鋁粉都分別通過相應自動計量稱計量,后在攪拌機內高速攪拌,澆注到模箱后進行氣泡梳理。整個系統由PLC進行自動化控制,保證工序運行的精確和高效。
3. 靜停與切割
平穩的靜停控制方式可防止坯體發氣膨脹過程中對內部結構的損傷,同時東岳提供的六面切割方案中,高效順暢的切割機和去廢皮翻轉裝置是核心設備。
4. 蒸壓和成品處理
經過蒸壓釜,磚坯獲得強度和性能。出釜后的產品,通過東岳新研發的掰板打包系統,不但提高產品合格率同時解決了砌塊、板材同時分離的難題。
三、加氣混凝土砌塊設備的配套設備
1、翻轉吊機組
將預養完成的坯體(帶模具、模具側板)在空中翻轉90°,并放置在切割小車上,翻轉吊開鎖器將模具鎖臂開啟,坯體垂直放在側板上,由切割小車運至切割區進行切割。
2、全自動分步式切割機組
翻轉吊具空中進行90度翻轉脫模,坯體垂直放置于側板上方;由1#切割小車帶動坯體行至切割區,先經過橫切裝置,按設定寬度對坯體進行橫向切割,對于加氣板材,坯體兩側需進行銑槽處理;后1#小車行至縱切裝置下方,由液壓置換裝置將側板連同坯體頂起,縱切架帶動鋼絲做鋸裝擺動進行縱向切割。與此同時,1#切割小車返回(運輸下一個坯體);2#切割小車行至縱切裝置下方,承載縱切好的坯體,送至下個工作位置。
3、去廢皮翻轉臺
由半成品吊具將完成切割的坯體連同側板放置到去廢皮翻轉臺的小滑車上,并啟動電磁吸盤,翻轉液壓系統啟動,將坯體連同側板翻轉90°,去皮裝置由上而下運動,將廢料刮去,翻轉液壓系統啟動翻回初始位置,半成品吊具將坯體連同側板吊至釜前蒸養小車上。
4、蒸壓釜
蒸壓釜是加氣混凝土生產過程中重要的設備之一,其提供的高溫高壓環境是產品獲得強度和綜合性能的必要條件。
5、移動式掰板機
蒸養完成的坯體連同側板被運輸裝置送至移動掰板機下,移動掰板機從上層至下層依次掰開(掰開過程可根據成品的強度調整夾緊壓力),掰至底層后,移動掰板機將全部成品夾起,并移至砌塊成品打包線上,將砌塊放置在該打包線上后繼續將板材移至板材輸送打包線上。
四、加氣混凝土砌塊設備技術方案
1、規模與產品方案
本項目擬建一年產20萬立方蒸壓加氣混凝土砌塊生產線。
產品規格按國家標準GB/T 11968-2006《蒸壓加氣混凝土砌塊》執行,還可根據用戶要求生產特殊規格尺寸的產品。
2、產品與原料指標要求
(1)、產品規格及性能指標
|
產品品種 |
加氣混凝土砌塊 |
|
產品規格 |
4.8×1.2×0.6 m3/模,砌塊尺寸按要求切割 |
|
產品重量 |
400-700 Kg/m3 (根據工藝配方控制) |
|
出釜抗壓強度 |
平均值3.5MPa,最小值2.8Mpa |
|
干燥收縮值 |
快速法條件下測定≤0.8mm/m;標準法條件下測定≤0.5mm/m |
|
抗凍性 |
凍融循環15次后,重量損失≤5%,強度損失≤20% |
|
導熱系數 |
≤0.12-0.16W/m.k |
|
蒸壓時間 |
|
|
工作壓力 |
1.3Mpa |
(2)、 原材料要求
①水泥:生產蒸壓加氣混凝土砌塊采用石灰-水泥混合鈣質體系,可使用標準325#或者425#水泥。
②粉煤灰:所用粉煤灰應符合JC/T 409-2001《硅酸鹽建筑制品用粉煤灰》標準中的要求,主要技術指標如下:
|
級別 指標名稱 |
SiO2% |
SO3% |
燒失量% |
細度(0.045mm方孔篩篩余)% |
|
一等品 |
≥45 |
≤1. 0 |
≤5 |
≤30 |
|
合格品 |
≥40 |
≤2. 0 |
≤10 |
≤45 |
粉煤灰的放射性應符合GB6763-2000的規定。粉煤灰通過管道輸送裝置供給。
③生石灰:所用生石灰符合JC/T 621-1996《硅酸鹽建筑制品用生石灰》標準中的要求:
|
級別 指標名稱 |
CaO+MgO |
MgO |
SiO2 |
未消化殘渣 |
|
一等品 |
≥75% |
≤5% |
≤5% |
≤10% |
|
合格品 |
≥65% |
≤8% |
≤8% |
≤15% |
④鋁粉:符合JC/T 407-2008《加氣混凝土用鋁粉膏》標準。
3、工藝
(1)、主要原料配比
制品按B06級粉煤灰加氣混凝土砌塊(容重600kg/m3),其設計配合比(按質量計算):
粉煤灰:生石灰:水泥:石膏=70% : 17% : 10% : 3%
鋁粉 500g/m3;水料比約0.6。
(2)、 工藝周期
澆注切割制度
澆注攪拌6分鐘
澆注料漿溫度40-45℃
坯體靜停時間1.5-2.5h
坯體靜停環境溫度45-55℃
靜停后坯體強度0.15-0.18MPa
切割周期6分鐘
蒸壓養護制度
進出釜0.5h
抽真空0.5h(-0.06MPa)
升壓1.5h(-0.06到1.3MPa)
恒壓6h(1.3MPa)
降壓1.5h(1.3-0MPa)
合計10h
(3)、 工藝流程圖
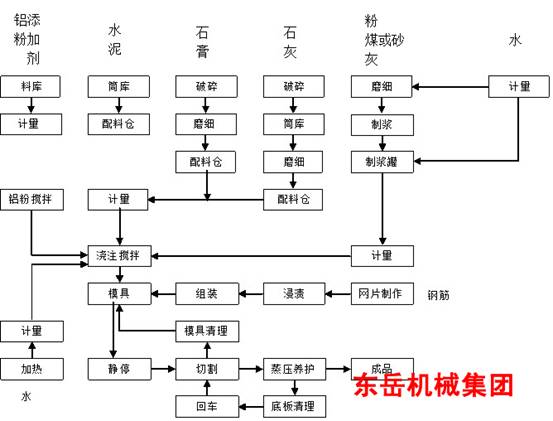
(4)、工藝過程簡述
①、干粉煤灰入倉存儲。
②、石灰、石膏進廠后經過破碎、球磨,本工段工作制度為間歇式生產,原料進廠后,連續破碎成粒度≤25mm的顆粒,由斗式提升機經三通溜子分別送入倉內存放待用。石灰、石膏粒分別經各自調速皮帶秤按一定比例給料,通過各自下料溜子進入球磨機內進行混合磨細,當混合料細度達到3500-4000cm²/g后,經斗提送入膠結倉中儲存待用。
③、經過計量后的灰漿、膠結料、水泥按配比順序加入澆注攪拌機內開始混合攪拌,攪拌時根據工藝要求向攪拌機內通入一定量蒸汽,使攪拌機內料漿溫度達到40-45℃左右,攪拌時間約3-4min,打開鋁粉膏攪拌機下閥,使之流入澆注攪拌機內并混合攪拌,攪拌時間不超過40s,然后將料漿澆注入模具,整個周期大約6min。
④、澆注完畢后進行氣泡梳理,再將模具轉移至靜養區內發氣初凝,靜養室溫度約40-45℃,靜停120-150min,達到切割強度后,拉出靜養室。
⑤、靜停達到切割要求后模具轉移至切割區,由翻轉機構拆卸分離模具并將坯體翻轉90度放置在小車上。小車裝置運送坯體經過縱切、橫切等工序實現坯體六面切割達到設定規格(長±1mm、寬±1mm、高±1mm)。切割工序完成后,由去廢皮裝置將坯體連同側板翻轉-90度,去皮裝置由上而下運動,將廢料刮去,翻轉液壓系統啟動翻回初始位置,半成品吊具將坯體連同側板吊至釜前蒸養小車上。
⑥、坯體經小車運輸至蒸壓釜進行高溫、高壓蒸壓。蒸壓釜內的尾氣經管道送至靜養室或者回收到鍋爐房預熱水。
⑦、蒸養完成后的坯體分垛擺放,分離的模具體由小車運輸至合模區清洗合模后循環使用。
⑧、生產過程中產生的廢水、廢料回收后經廢料攪拌機制成廢料漿。廢料漿儲存后 可以與原料配合二次使用。
五、東岳機械集團工程師設計的加氣混凝土砌塊廠效果圖

六、加氣砌塊樣板線實例展示

加氣磚樣品

越南工廠圖片

印尼工廠圖片
東岳機械集團公司樣板線圖片
集團公司地址: 山東省臨沂市沂南縣磚埠鎮東岳產業園
臨沂辦事處地址;臨沂市通達路8號昌隆國際8樓
公司銷售電話: 0539-3628888
公司傳真: 0539--3803888









